
Výroba spékáním kovového prášku laserovým paprskem, označovaná zkratkou DMLS (Direct Metal Laser Sintering), je s rostoucím významem využívána ve formařině. Bohaté zkušenosti zde dokáže nabídnout i česká společnost Innomia.
DMLS je jednou z řady technologií tzv. aditivní výroby, při níž produkt nevzniká odběrem materiálu jako u konvenčních metod, např. obráběním, ale naopak jeho nanášením po velmi tenkých vrstvách. I zde jsou zdrojem pro výrobu 3D data z CAD softwaru, která nesou informaci o geometrii, jež určuje zhotovení výrobku dle přesného zadání. Tímto způsobem je možné vyrábět i tvarově velmi složité díly, jejichž realizace jinými technikami by mohla být zcela nemožná.

Výhodami technologie DMLS, vedle jiných způsobů tzv. 3D tisku, je možnost tvorby dílů z kovových materiálů, a také prakticky zanedbatelná odpadovost. Díky vysoké rychlosti, dostatečné přesnosti a možnosti stavět plně funkční prototypy, nebo dokonce menší série finálních výrobků pro rozličné aplikace, si tato metoda získává čím dál větší oblibu a rostoucí pozici na trhu.
Rychlá výroba prototypů
Stejně jako ostatní metody 3D tisku, i DMLS je ohromným přínosem zejména při tvorbě prototypů ve vývojových fázích přípravy nových výrobků. Ve srovnání s konvenčními postupy dokáže nabídnout diametrálně rychleji výsledky a přinést nemalé finanční úspory.
Přes svoji současnou technickou vyspělost jsou technologie DMLS stále poměrně „mladé“ a procházejí nepřetržitým vývojem. Ten se odvíjí ze dvou stran – na jedné se pracuje s velmi drahými výkonnými zdroji energie a složitými skenovacími algoritmy, na druhé je usilováno o snižování složitosti i nákladovosti a rozšíření tohoto procesu směrem k běžnému využívání.
Díky pokrokům v oblasti metalurgie je dnes možné produkovat na DMLS strojích zcela funkční díly z různých typů ocelí nebo tzv. superslitin, jejichž vlastnosti v ničem nezaostávají za výrobky vytvořenými obvyklými postupy, mnohdy je naopak převyšují.
Konformní chlazení forem
Česká společnost Innomia buduje své know-how o využití DMLS prostřednictvím zařízení Eosint M270 již pět let. Ačkoliv takto realizuje rozličné zakázky, obzvláště s touto technologií vyniká ve výrobě a opravách forem.
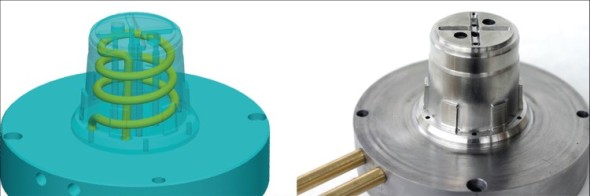
Součástí její nabídky je například výroba tvarových vložek do forem s tzv. konformním chlazením, které pomáhá dosáhnout rychlejšího a rovnoměrnějšího odvodu tepla z daného místa formy. Díky možnosti navrhnout chladicí soustavu „na míru“ tvaru dutiny vstřikolisové formy, lze dosáhnout zkrácení výrobního cyklu až o čtyřicet procent a zároveň zvýšit rozměrovou přesnost plastových výlisků. Pro výrobu vložek Innomia využívá velmi kvalitní nástrojovou ocel, umožňující dosáhnout povrchové tvrdosti 50 až 54 HRC, což se projevuje ve vysoké životnosti prvků.
Rekonstrukce poškozených forem
DMLS nachází uplatnění také při opravách forem. Vhodné je zejména v případech, kdy již pro rozsah poškození nelze využít navařování laserem, tedy tam, kde je nutné doplnit určitý objem chybějícího materiálu (například poškozené hrany a rohy).

Doplněný, nebo tzv. dosintrovaný materiál, má v základním stavu mez pevnosti 1100 MPa a povrchovou tvrdost 36 až 39 HRC. Jeho tepelným zušlechtěním je možné dosáhnout meze pevnosti až 1950 MPa a tvrdosti 50 až 54 HRC. Díky využití relativně nízké teploty se nezmění povrchová tvrdost původního dílu, přičemž je doplněna hmota o požadované tvrdosti.
Napsal Jan Homola dle podkladů poskytnutých společností Innomia.








