
V současné době se na území Česka a Slovenska nachází přibližně 20 strojů pro 3D tisk kovových prototypů. Z důvodu vysokých pořizovacích a provozních nákladů se ve většině případů jedná o univerzitní prostředí. Nově zprovozněný stroj najdete také na Vysoké škole báňské – Technické univerzitě Ostrava, která navázala spolupráci s firmou Renishaw. Využijme jedinečné příležitosti a pojďme se podívat na zavádění aditivní výroby na akademické půdě očima redaktora Vydavatelství Nová média – a současně odborného asistenta na Katedře obrábění, montáže a strojírenské metrologie Fakulty strojní.
Technologie 3D tisku kovů je osvědčeným nástrojem pro výrobu forem, odlehčených struktur v leteckém průmyslu a u dalších, technologicky náročných aplikací. S využitím aditivní technologie se otevírá nová oblast konstrukčních možností u výrobků i při vývoji kovových prášků. Výsledkem jsou nové tvary zdůrazňující moderní vzhled a konstrukční řešení, při kterých se využívá topologické optimalizace. Aditivní výroba zde do jisté míry nahrazuje tu konvenční, která může být kvůli tvarové složitosti dílů omezena.
Aditivní technologie zasahují do různých výrobních oblastí, ať už se jedná o medicínu, automobilový, letecký nebo kosmický průmysl. V souvislosti s rozšířením povědomí studentů Vysoké školy báňské – Technické univerzita Ostrava o této výrobní technologii byla navázána úspěšná spolupráce s firmou Renishaw. Nejen v oblasti 3D tisku kovových prototypů, ale také nad vývojem, zkušebnictvím a experimentální činností u kovových prášků. Z tohoto důvodu byla nově vybudována Laboratoř aditivní výroby na Fakultě strojní se strojem Renishaw AM400.
V první díle našeho seriálu vás seznámíme s přípravou a úpravami laboratoře, která musí splňovat přísná bezpečnostní kritéria.
Kapitoly:
- Příprava laboratoře pro aditivní výrobu (3D tisk kovů).
- Klasifikace aditivních technologií a princip metody Selective Laser Melting.
- Předvýrobní etapa (záměr návrhu a související topologická optimalizace a bionické konstrukce).
- Příprava tisku (programování a návrh podpor). (připravujeme)
- Postprocessing (tepelné zpracování, obrábění a kontrola a měření). (připravujeme)
- Současná charakteristika vývoje 3D kovového tisku (posouzení výhodnosti). (připravujeme)
- Druhy prášků a jejich mechanické vlastnosti. (připravujeme)
- Parametry 3D tiskárny Renishaw AM400. (připravujeme)
- Jak probíhá zaškolení obsluhy stroje a prosévacího zařízení. (připravujeme)
- Uvedení stroje do provozu (kalibrace laseru, tlakové a vakuové zkoušky a referenční stavba). (připravujeme)
- Základní parametry tisku a tisk prototypů (připravujeme)
- Co ovlivňuje cenu 3D tisku kovů. (připravujeme)
Příprava laboratoře
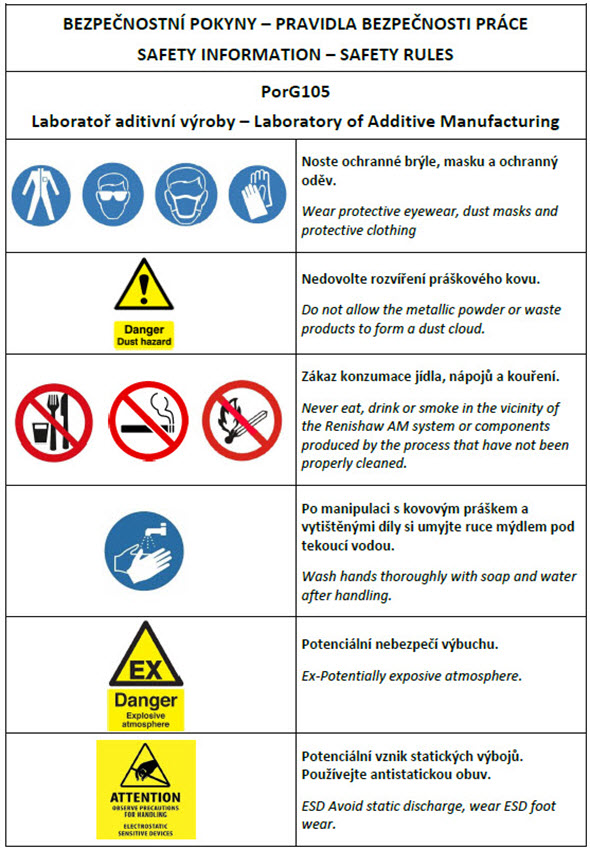
V laboratoři, jejíž rozměry by měly být alespoň 8 × 5 metrů, jsou dodržována přísná bezpečností kritéria: používají se zde osobní ochranné pomůcky z důvodu požární bezpečnosti a bezpečnosti práce při manipulaci s kovovým práškem. Obsluha stroje musí při manipulaci používat gumové rukavice, brýle a respirátor, jelikož prášek může způsobit podráždění kůže nebo očí. Při nechtěném vdechnutí prášku dochází k usazování zrnek v plicních sklípcích, proto by měla obsluha stroje podstoupit alespoň jednou ročně spirometrické vyšetření (funkční vyšetření plic).
Podlaha laboratoře musí mít antistatický povrch a odolnost proti rozpouštědlům. Provozní teplotu 20 °C s tolerancí ± 2 °C zajišťuje klimatizace. V případě vzniku požáru nesmí být kovový prášek hašen vodou ani stlačeným hasicím přístrojem. Elektrické zásuvky a světla by měla být v nevýbušném provedení.
Při 3D tisku je stavební komora vyplněna nereaktivním (zcela inertním) plynem – argonem nebo dusíkem. Jsou tak dodržována i bezpečností opatření při skladování tlakových láhví. Laboratoř aditivní výroby na VŠB-TU Ostrava používá argon s čistotou 4.6 nebo 5.0. Plyn je bezbarvý, bez chuti a zápachu a získává se frakční destilací zkapalněného vzduchu. Není jedovatý, vytěsňuje však kyslík, proto při jeho úniku v uzavřených prostorech dochází ke snížení hladiny kyslíku, což se projevuje příznaky dušení charakterizovanými zpočátku zrychleným dýcháním, sníženou pozorností a nepřesností při vykonávání práce. Laboratoř je z bezpečnostních důvodů vybavena senzorem s viditelnou a výstražnou signalizací, sledující obsah kyslíku ve vzduchu. Klesne-li koncentrace kyslíku ve vzduchu pod 19,5 %, automaticky se spustí signalizace.

Jako každá dílna má i laboratoř aditivní výroby doporučené rozmístění strojů a příslušných zařízení, včetně nábytku. V laboratoři se mimo stroj Renishaw AM 400 nachází chladič, sušička vzduchu, mokrý odlučovač práškového kovu (vysavač), tlakové láhve s argonem, prosévací zařízení a potrubí se stlačeným vzduchem.
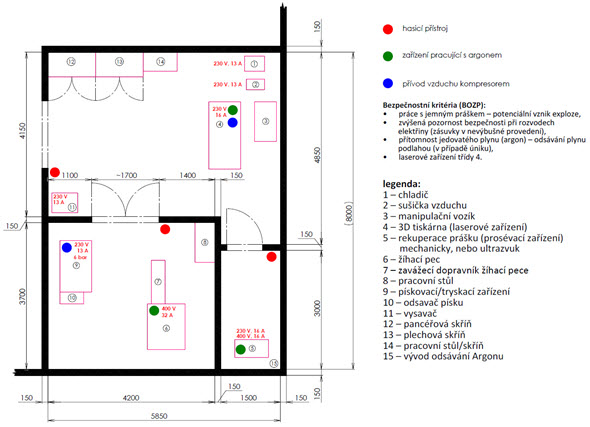




Pro oddělení stavby z platformy je vhodné použít nekonvenční technologii obrábění – elektroerozivní obrábění drátem. Ke snížení vnitřního pnutí prototypů se používá žíhací pec a pro dokončení povrchu pískování, tryskání nebo omílaní. Tato zařízení již mohou být v jiné místnosti.
Pro uchovávání kovových prášků je v laboratoři umístěna pancéřová skříň. Nedílnou součástí jsou i pracovní stůl a manipulační vozík. Laboratoř by měla obsahovat i provozní řád, včetně bezpečnostních instrukcí.
V příštím díle si vysvětlíme základní princip 3D tisku kovů metodou Selective Laser Melting, jaké jsou technické parametry stroje Renishaw AM400 a druhy prášků, včetně mechanických vlastností 3D výtisků.
Foto: Marek Pagáč








